DeltaE
Well-known member
Dear Experts,
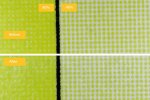
Please find in the attached pictures which I took the 40% and 80% dot area in the printed sheet.
The above picture is the reference that we had printed last month. The below picture is the printout today.
You can see the difference in the black and magenta color. The dotgain of black and magenta in the printout are higher than in the reference.
The cyan and yellow looks good.
Therefore the printing image looks very dark and more magenta than the reference.
We always control the printing plate, and the dot area of the printing plate is in our tolerance (1%).
I had checked blankets, thickness of blanket packing sheets, pH and % alcohol of dampening solution, used as little amount of dampening solution as possible.
This job is printed on the same machine, same ink, same dampening solution, same paper, same color sequence; I had checked and confirmed that no slurring or doubling in this machine.
I had washed the ink rollers carefully, used the original ink from the package and pre-inking again.
But I still can not fixed this!
Anyone has idea please give a advice! I am very appreciated!
Thanks in advanced!
Regards,
DeltaE
Please find in the attached pictures which I took the 40% and 80% dot area in the printed sheet.
The above picture is the reference that we had printed last month. The below picture is the printout today.
You can see the difference in the black and magenta color. The dotgain of black and magenta in the printout are higher than in the reference.
The cyan and yellow looks good.
Therefore the printing image looks very dark and more magenta than the reference.
We always control the printing plate, and the dot area of the printing plate is in our tolerance (1%).
I had checked blankets, thickness of blanket packing sheets, pH and % alcohol of dampening solution, used as little amount of dampening solution as possible.
This job is printed on the same machine, same ink, same dampening solution, same paper, same color sequence; I had checked and confirmed that no slurring or doubling in this machine.
I had washed the ink rollers carefully, used the original ink from the package and pre-inking again.
But I still can not fixed this!
Anyone has idea please give a advice! I am very appreciated!
Thanks in advanced!
Regards,
DeltaE