"These single form roller presses do not have a uniform ink film on the form roller but attempt to have a uniform ink film in the areas that print an image."
Hi Erik,
Can you please expand a bit on this particular statement? I think the difference in ink uniformity between the two areas you refer to may not be obvious to all of us. In fact, am not sure I understand what you mean exactly. As you know, I have been very impressed by these single form roller presses from Heidelberg and KBA .
Thanks,
Al
Hi Al,
It is not obvious and is a bit difficult to explain but I will try.
In the case where a single form roller is being inked by another roller that does have a uniform ink film one has to look at how the ink films split. If one works from the substrate up to the plate, one can determine ink film thickness of the image areas.
For analysis, we assume all ink films split 50%-50%. May not be true but it helps see how things might work.
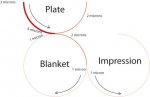
If the ink film on the substrate has a value of 1T this had to be the result of the ink film on the blanket being 2T before the split at the nip to the paper and after the nip the ink film on the blanket must be 1T.
(The actual value of T is not important. It can be more or less depending on the density being printed. All the ink films are proportional in this model.)
To get 2T on the blanket before the impression nip requires that the ink film on the plate after the plate/blanket nip is also 2T because of the 50-50 split. 2T + 2T = 4T. A total of 4T must be going into the plate/blanket nip. Since the return ink film on the blanket is 1T this means that the ink film on the plate before the plate/blanket nip must be 3T.
At this point, the ink film on the image areas is the same for all offset presses. One will see 2T before the inking rollers and 3T after the inking rollers. This is independent of how many form rollers one has.
Now let's look at a single form roller that is printing in register with the plate. This form roller needs to add 1T of ink film to the plate in the image area. We start with the image area in this example.
If the plate has 3T after the form/plate nip, then the form roller must have 3T in the related image area on the form roller. Since the total of the two ink films is 6T, then the form roller must have 4T in the image area to add to the 2T on the plate before the form/plate nip.
Now in this example, we are inking the form roller with an uniformly inked roller. This could be the anilox roller used in the Heidelberg or KBA presses or even some other uniformly inked roller.
If we keep the logic going, the ink film on the supply roller in the image area must also be 4T after the supply/form roller nip due to the 50-50 split. The total is 8T in that nip and therefore, the ink on the uniformly inked supply roller must be 5T to combine with the 3T on the form roller in the image area.
I hope you have been sketching the roller diagram and labeling the ink films.
The above description describes the image area but what about the non image area. If no ink is being taken by the plate from the form roller in the non image area, then the ink film must be exactly the same as the supply roller. So the ink film in the non image area is 5T.
This description is for a form roller that prints on every rotation. With the Karat press, the form roller rotates twice for each print and this complicates the calculation and I will not try to describe it here but I hope you get the idea.
So we have on the example single form roller that prints in register, supplied by a uniform ink film roller, 5T on the non image area of the form roller and 4T on the image area of the roller. This is fine since we are mainly interested in how the image area of the plate gets inked. No mechanical or starvation ghosting is possible.
It is nice to be able to analyze the ink films to know that they are different in the image area and non image area but one can also understand that it a different way. If the form roller did not print in register, one would see mechanical ghosting which is a result of nonuniform ink films on that form roller.
Some interesting issues.
In the screen area we have a mixture of image area (dots) and non image area. In a simple theory the dots should get the 4T and the non image area between the dots would have 5T on the form roller. But I suspect in reality, or should I say a more complicated theory, the ink films on the form roller will mix in these fine detail areas. That does not mean that the print is going to be bad but I suspect from this analysis that these presses tend to have higher dot gains in the low percentage range of screens due the the availability of this extra ink which could have more mechanical dot gain.
Another interesting issue. I work at a company that operates dry offset presses for printing on plastic food containers. All of these presses have a 1st form roller that prints in register with the plate. One interesting observation has been that these presses require form rollers that are quite hard. Durometers of 60 are the norm. A 1st form roller with a durometer of 30 would not print properly. I think this is because the fact that the form roller is printing in register, it needs a hard roller to squash uneven ink that looks like mottling. A mottled ink film will print in register and continually reinforce the patern. A form roller that is not printing in register would not produce such a mottle since the peaks in the ink are continually landing in different locations.
There are other interesting concepts that have potential. Anilox supply rollers is not so great because there is no way that I know to make it a positive ink feed device. Therefore it inherently can vary.