Tim-Ellis
Well-known member
Hello folks,
I really need your help. Our sister company has trouble with an offset job. The Cool Grey 5U looks OK when it's printed but after just a few weeks it fades.
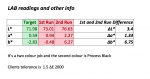
Attached is a photo of the target, the first print run and the second print run. You'll see the first run is a little out but second is way off. I've had to blur out the clients details. The second photo has the LAB readings and some other info.
The job was stored in the usual way and not exposed to intense light. It's the same paper and the same ink supplier. They are now thinking it's humidity.
I don't have all the info to hand as they are in North West India. They print to ISO Standards 12647-2 and use PressSign to verify their work. They are a pretty good team with a good track record.
We are all out of ideas. Does anyone out there have a clue?
I really need your help. Our sister company has trouble with an offset job. The Cool Grey 5U looks OK when it's printed but after just a few weeks it fades.
Attached is a photo of the target, the first print run and the second print run. You'll see the first run is a little out but second is way off. I've had to blur out the clients details. The second photo has the LAB readings and some other info.
The job was stored in the usual way and not exposed to intense light. It's the same paper and the same ink supplier. They are now thinking it's humidity.
I don't have all the info to hand as they are in North West India. They print to ISO Standards 12647-2 and use PressSign to verify their work. They are a pretty good team with a good track record.
We are all out of ideas. Does anyone out there have a clue?