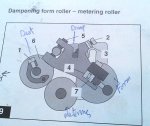
I've got a QM46-2 and have been having problems with the PU1 damp unit since day one - I've got all the nips for the distribution, metering & form rollers at 2mm. However, in the manual there's an adjustment screw (page 159, section 4.4, diagram 9, screw #2) for the damp roller at the top - problem is, I don't seem to have an adjustment screw, instead there's a spring-loaded pin with a circlip on top.
Has anyone seem this before, or is it perhaps a modification? I can't adjust the nip through this, and it seems to be set at 4-5mm.
Has anyone seem this before, or is it perhaps a modification? I can't adjust the nip through this, and it seems to be set at 4-5mm.